
LED lighting initiative for Laminex NZ
Tuesday, 24 September, 2013
The Laminex New Zealand plant in Hamilton produces over 70,000 sheets of Melteca and Trade Essentials Whiteboard decorated surface and panel products. As part of the Fletcher Building Group (FBU), the company is committed to improving energy efficiency and reducing CO2 emissions by 10% by 2020.
But finding and implementing improvements in a busy 24/7 manufacturing operation has its challenges. Most importantly, Laminex NZ couldn’t afford to significantly interrupt production.
In mid-2012, plant manager David Miles started talking about installing efficient LEDs with lighting specialists Forman Building Systems (also an FBU company). While some efficient LED lighting was installed, to properly understand the full energy-saving potential and justify the CAPEX spend they needed data.
In 2012, FBU signed an agreement with the Energy Efficiency and Conservation Authority (EECA) to partially fund energy audits carried out by EnergyNZ, with a target to reduce group energy use by 5% by 2014. A base-level audit by EnergyNZ looked at all areas of plant production and energy use - and confirmed to Miles that “lighting provided the biggest bang for our buck”.
EnergyNZ showed that lighting in the plant accounted for a third of electricity use and 2% of energy spend. But the metal halide lighting throughout the site was outdated and inefficient. In some areas, such as the loading canopy, lights remained on all day unnecessarily. There was no automation and little control over lights.
EnergyNZ recommended a lighting redesign with a more efficient lighting type and sensors. The two options for efficient lighting were high-bay fluorescents or LEDs. Although LEDs had a higher upfront capital cost, they also boasted the lowest power input, were very flexible and inexpensive when used with dimming and switching and, with a life expectancy of 50,000 hours, needed minimal maintenance.
Working alongside Forman, LightenUp Consulting carried out extensive modelling and design to identify the most cost-effective solution. With existing skylights, Laminex NZ already had the benefit of good levels of natural daylight. Many areas were also used only intermittently. The best energy- and cost-saving solution would involve LEDs with in-built daylight and occupancy sensors in certain zones so lights would only be activated when needed.
Cost presented a challenge. The projected payback was more than three-and-a-half years, which wouldn’t meet Group investment criteria. Fortunately, project funding was also on hand from EECA. And as an approved partner under EECA’s commercial building program, LightenUp Consulting took the lead in securing $103,000 in funding, “which brought the payback down to two years”, said Miles.
LightenUp prepared a business case that met most of the requirements for Fletcher Buildings’ CAPEX process. This supported the finance team in its review and the project got the green light. LightenUp also guaranteed a minimum level of energy savings, further reducing risk.
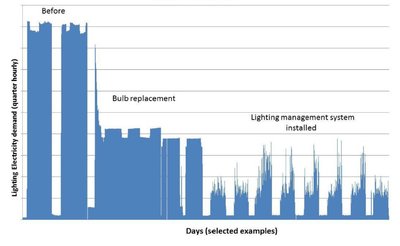
The project involved replacing 216 existing light fittings with 242 energy-efficient LED fittings. When enough natural light is available, the lights dim or switch off. In those zones not in constant use, motion sensors activate lights when people or forklifts enter. Total light energy use is expected to reduce from 660,000 kWh to 140,000 kWh a year - an incredible 80% saving.
The project presented an opportunity to ensure light was at optimum levels to support operations. Using the NZ lighting standard as a reference, light levels in work and critical quality inspection areas were set at an ideal 400 lux, and storage and forklift areas at 200 lux.
“It was noticeably different when we switched over. We got many positive comments from staff about how much more comfortable it was,” said Miles.
The key to success was not simply upgrading the technology, but understanding the needs of the site and designing a system to suit. Should the plant’s needs change, lights can be reprogrammed easily with a remote control.
The whole project, from design to installation, was carried out without once needing to halt production. The Hamilton plant, along with Laminex NZ’s other manufacturing sites in Papakura and Taupo, has now achieved Forest Stewardship Council (FSC) Certification.
Metal replacement creates low-cost tandem solar cells
The solar breakthrough study will potentially create cheaper solar panels that generate more...
SA utility-scale battery begins trading with OptiGrid
The 20 MWh battery energy storage system is now using the company's platform to optimise...
SA retirement village reduces energy costs using solar system
The new all-in-one system gives residents real-time visibility over performance — tracking...










